Werkzeuge / Schweißausrüstung
Bedienungsanleitung Schweißgerät Lincoln Electric BESTER 190C MULTI
Schnellstartanleitung und Bedienungshandbuch für das Schweißgerät Lincoln Electric BESTER 190C MULTI. Erfahren Sie mehr über Installation, Schweißmodi (GMAW, SMAW, GTAW), Wartung und Fehlerbehebung.
Schnelle Antworten aus der Anleitung
Kurze Antwort
- Das BESTER 190C MULTI ist ein Schweißgerät für GMAW, FCAW-SS, SMAW und GTAW. Es erfordert eine 230V-Stromversorgung und muss von qualifiziertem Personal bedient werden. S. 1, 6
Wichtigste Schritte
- Installation S. 7, 8, 9
Erste Inbetriebnahme
- Gerät ausschalten, Polarität prüfen, Draht einfädeln, Gas anschließen, Modus wählen. S. 9, 10
Probleme und Lösungen
Gelbe Thermische Anzeige leuchtet
Netzspannung prüfen, Belüftung verbessern, Abkühlen lassen.
S. 12Wartung und Reset
- Regelmäßige Reinigung und Prüfung der Anschlüsse. S. 11
Technische Daten
| Parameter | Wert | Hinweis | Seiten |
|---|---|---|---|
| Eingangsspannung | 230V +/- 15% | Erforderliche Netzspannung. | S. 3 |
| Schweißstrombereich | 15A - 180A | Einstellbarer Strombereich. | S. 3 |
Wo es im PDF steht
- Technische Daten S. 3
- Installation S. 7, 8, 9
- Fehlerbehebung S. 12
Inhaltsverzeichnis
Abbildungen aus der Anleitung
Bild zum Vergrößern anklickenWichtige Informationen aus der Anleitung
Das BESTER 190C MULTI ist ein vielseitiges Schweißgerät, das für GMAW (MIG/MAG), FCAW-SS und SMAW (MMA) ausgelegt ist. Es ist für den Einsatz durch qualifiziertes Personal vorgesehen. Vor der Inbetriebnahme müssen die Sicherheitsanweisungen gelesen werden, insbesondere in Bezug auf elektrische Gefahren, Schweißrauch und Strahlung. Das Gerät erfordert eine 230V-Stromversorgung mit Erdung.
Technische Daten
Das Gerät arbeitet mit einer Eingangsspannung von 230V (+/- 15%) bei 50/60 Hz. Der Schweißstrombereich liegt je nach Modus zwischen 15A und 180A. Die Schutzklasse beträgt IP21S. Das Gerät verfügt über eine thermische Überlastungssicherung, die bei Überschreiten der Einschaltdauer aktiviert wird.
Installation und Inbetriebnahme
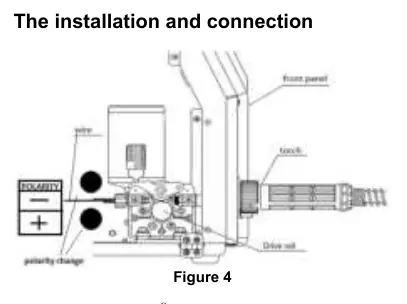
Stellen Sie sicher, dass das Gerät auf einer stabilen, ebenen Fläche steht und ausreichend Belüftung (mindestens 500 mm Freiraum) vorhanden ist. Der Netzanschluss muss durch einen qualifizierten Elektriker erfolgen. Für den Betrieb mit Schutzgas muss ein geeigneter Druckregler an der Gasflasche installiert und mit dem Gasanschluss an der Rückseite des Geräts verbunden werden. Die Polarität muss je nach verwendetem Schweißverfahren und Drahttyp korrekt eingestellt werden.

Schweißmodi
Das Gerät unterstützt verschiedene Schweißverfahren:
- GMAW (MIG/MAG) & FCAW-SS: Erfordert die Installation der passenden Antriebsrolle und des Drahtes. Die Drahtvorschubgeschwindigkeit (WFS) und Spannung sind einstellbar.
- SMAW (MMA): Erfordert den Anschluss des Elektrodenhalters an die entsprechende Ausgangsbuchse basierend auf der gewünschten Polarität (DC+ oder DC-).
- GTAW (WIG): Unterstützt das Lift-TIG-Verfahren. Der WIG-Brenner ist separat erhältlich.
Wartung
Regelmäßige Wartung ist entscheidend für die Lebensdauer des Geräts. Führen Sie täglich eine Sichtprüfung der Kabel und Isolierungen durch und entfernen Sie Schweißspritzer von der Düse. Alle 200 Betriebsstunden (mindestens einmal jährlich) sollte das Gerät innen gereinigt und die Schweißanschlüsse auf festen Sitz geprüft werden.
Fehlerbehebung
Bei Problemen wie dem Aufleuchten der gelben Thermik-Anzeige sollte das Gerät abkühlen. Wenn der Drahtvorschub nicht funktioniert, prüfen Sie die Antriebsrolle und die Düse auf Blockaden. Bei instabilem Lichtbogen überprüfen Sie die Kontaktspitze und die Eingangsspannung.
Praktische Hilfe
Typische Probleme
Gelbe Thermische Anzeige leuchtet
Überhitzung oder falsche Netzspannung. Gerät abkühlen lassen oder Netzversorgung prüfen.
Drahtvorschubmotor läuft nicht
Potentiometer prüfen, Düse auf Blockaden untersuchen oder Antriebsrolle nachspannen.
Lichtbogen instabil
Kontaktrohrgröße prüfen, Stromkabel auf ausreichenden Querschnitt kontrollieren oder Eingangsspannung korrigieren.
Kein Schutzgas
Brenneranschluss prüfen, Gasleitung auf Knicke oder Blockaden untersuchen.
Vor der Verwendung
- Netzspannung (230V) und Absicherung prüfen.
- Schutzgasflasche mit Regler anschließen (für GMAW/FCAW).
- Polarität für den gewählten Schweißprozess korrekt einstellen.
- Passende Antriebsrolle für den Drahtdurchmesser installieren.
- Arbeitsbereich auf brennbare Materialien prüfen.
Technische Daten in der Praxis
- Einschaltdauer (Duty Cycle)
- Prozentsatz der Zeit in einem 10-Minuten-Zyklus, in der das Gerät mit Nennstrom arbeiten kann.
- Schutzklasse IP21S
- Schutz gegen feste Fremdkörper >12,5mm und senkrecht fallendes Tropfwasser.
- Induktivität (GMAW)
- Steuert die Lichtbogencharakteristik; höherer Wert bedeutet weicheren Lichtbogen und weniger Spritzer.
Abbildungen und Diagramme
- Frontpanel (Fig. 2) zeigt alle Bedienelemente wie Stromanzeige, Moduswahl und Anschlüsse.
- Rückseite (Fig. 3) zeigt Gasanschluss, Netzkabel und Hauptschalter.
- Polaritätswechsel (Fig. 4) zeigt, wie die Anschlüsse für verschiedene Schweißverfahren umgesteckt werden.
Modellkompatibilität
- Geeignet für GMAW (MIG/MAG), FCAW-SS und SMAW (MMA).
- GTAW (WIG) möglich mit Lift-TIG-Verfahren (Brenner separat erhältlich).

Autor der Aufbereitung
Thomas Schneider
Redakteur für technische Anleitungen
Prüft Bedienungsanleitungen mit Fokus auf Struktur, Sicherheitshinweise und schnelle Orientierung für Nutzerinnen und Nutzer.