Werkzeuge / Kfz-Werkzeuge
Reparaturset für Stoßstangen GYS 050932-13-02-2020-V2
Detaillierte Anleitung für das GYS Stoßstangen-Reparaturset. Erfahren Sie, wie Sie Kunststoffschäden identifizieren, mit Edelstahlgewebe verstärken und fachgerecht reparieren.
Inhaltsverzeichnis
Wichtige Informationen aus der Anleitung
Dieses Dokument beschreibt die Verwendung des GYS Reparatursets für Stoßstangen. Das Verfahren basiert auf dem Verschweißen eines Edelstahlgewebes in den Kunststoff mittels eines elektrischen Lötkolbens. Das Set ist für die Reparatur von Thermoplasten konzipiert. Bitte beachten Sie, dass bestimmte Kunststoffe wie SMC, Glasfaser oder ABS nicht mit diesem Verfahren repariert werden können und stattdessen geklebt werden müssen.
Vorbereitung der Stoßstange
Für ein optimales Ergebnis wird empfohlen, die zu reparierenden Teile vom Fahrzeug zu demontieren.
- Identifikation: Prüfen Sie das ID-Symbol auf der Rückseite des Teils (z. B. PP, PE, TPE).
- Reinigung: Entfernen Sie Fett und Schmutz. Verwenden Sie keine lösungsmittelhaltigen Reinigungsmittel, sondern bevorzugt Seifenwasser.
- Schleifen: Schleifen Sie den zu reparierenden Bereich mit Schleifpapier der Körnung 40 an. Vermeiden Sie eine zu hohe Drehzahl, um ein Schmelzen des Kunststoffs zu verhindern.
- Vorbereitung des Gewebes: Schneiden Sie ein Stück Edelstahlgewebe (ref. 052949) so zu, dass es den Riss abdeckt und auf beiden Seiten um 3 cm übersteht.
Reparaturvorgang
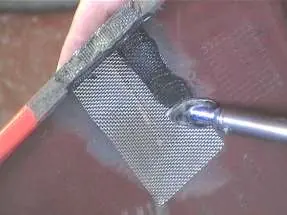
- Positionieren Sie das Edelstahlgewebe auf dem Riss und achten Sie darauf, dass die Kanten perfekt ausgerichtet sind.
- Schmelzen Sie das Gewebe mit dem Lötkolben in den Kunststoff ein. Drücken Sie nicht zu fest auf den Lötkolben; eine Temperatur von 550°C reicht aus, damit der geschmolzene Kunststoff durch das Gewebe nach oben dringt.
- Lassen Sie das Gewebe abkühlen (Druckluft kann zur Beschleunigung verwendet werden).
- Schleifen Sie den Bereich um den Riss großflächig an und fasen Sie die Kanten an.
- Füllen Sie den Bereich mit den Kunststoff-Schweißstäben (ref. 052956). Heizen Sie den Schweißstab vor, bis er zur Hälfte geschmolzen ist, und tragen Sie ihn wie beim Löten auf.
Nachbearbeitung
Nachdem die Oberfläche abgekühlt ist, entfernen Sie überschüssiges Material mit Schleifpapier (Körnung 40 oder 80). Für ein perfektes Finish wird empfohlen, ABRALON-Schleifmittel zu verwenden. Reinigen Sie die Stelle anschließend erneut und tragen Sie bei Bedarf einen Kunststoff-Primer auf. Kleinere Unebenheiten können mit einem speziellen Kunststoffspachtel ausgeglichen werden.
Sicherheitshinweise
- Lassen Sie den Lötkolben niemals eingeschaltet mit der Spitze nach unten liegen, da das Gehäuse überhitzen und beschädigt werden kann.
- Tragen Sie bei schlechter Belüftung eine Atemschutzmaske.
- Verwenden Sie ausschließlich das mitgelieferte JBDC-Edelstahlgewebe. Handelsübliche Stahl- oder Aluminiumgewebe oxidieren oder bieten keine ausreichende mechanische Festigkeit.
Herstellerinformationen
GYS
Praktische Hilfe
Typische Probleme
Das Gewebe oxidiert oder die Reparatur hält nicht.
Verwenden Sie nur das originale JBDC-Edelstahlgewebe. Handelsübliche Stahlgewebe oxidieren, Aluminiumgewebe haben keine ausreichende Festigkeit.
Der Kunststoff schmilzt zu stark oder verformt sich.
Drücken Sie nicht zu fest auf den Lötkolben. Die Temperatur von 550°C ist ausreichend, um den Kunststoff durch das Gewebe zu drücken.
Die Reparaturstelle ist uneben.
Verwenden Sie nach dem Verschweißen Schleifpapier (Körnung 40/80) und bei Bedarf einen speziellen Kunststoffspachtel für ein glattes Finish.
Vor der Verwendung
- Identifizieren Sie den Kunststofftyp (Thermoplast vs. Duroplast).
- Demontieren Sie das Bauteil vom Fahrzeug (empfohlen).
- Reinigen Sie die Oberfläche mit Seifenwasser (keine Lösungsmittel).
- Schleifen Sie den Bereich mit 40er Schleifpapier an.
- Stellen Sie sicher, dass der Lötkolben an eine 230V-Stromquelle angeschlossen ist.
Technische Daten in der Praxis
- Edelstahlgewebe (ref. 052949)
- Spezifisches Verstärkungsmaterial, das in den Kunststoff eingeschmolzen wird.
- Kunststoff-Schweißstäbe (ref. 052956)
- Füllmaterial aus glasfaser- und kohlenstofffaserverstärktem Polypropylen.
Modellkompatibilität
- Geeignet für Thermoplaste (PP, PE, PP/EPDM, TEEE, TPE, TPO, TPU, TPUR).
- Nicht geeignet für SMC, Glasfaser, UP, FRP (müssen geklebt werden).
- Nicht geeignet für ABS, PA, PC/PBT, PPO (müssen geklebt werden).

Autor der Aufbereitung
Laura Fischer
Fachredakteurin für Gebrauchsanleitungen
Beschreibt zentrale Funktionen, Einsatzbereiche und Hinweise aus Handbüchern in einer kompakten und nutzerfreundlichen Form.